Manufacturing Compliance: How It Has Changed Over the Last Decade
Over the last decade, there have been numerous important shifts in manufacturing compliance. In this blog, we will discuss some of them.
Blog
June 14, 2023
Over the course of the last decade, there have been numerous important shifts in manufacturing compliance. The following is a list of significant contrasts between the manufacturing compliance standards of today and those of ten years ago, along with pertinent examples:
 Example: A decade ago, the pharmaceutical industry's main focus was meeting regulatory requirements. Pharmaceutical businesses now prioritize compliance based on product relevance, patient effect, and production complexity. Because of this, they are able to properly allocate resources to locations that pose a larger danger.
Example: A decade ago, the pharmaceutical industry's main focus was meeting regulatory requirements. Pharmaceutical businesses now prioritize compliance based on product relevance, patient effect, and production complexity. Because of this, they are able to properly allocate resources to locations that pose a larger danger.
In addition to reading, you can watch this blog about Manufacturing Compliance Too!
The Risk-Based Approach Takes Centre Stage in Manufacturing Compliance
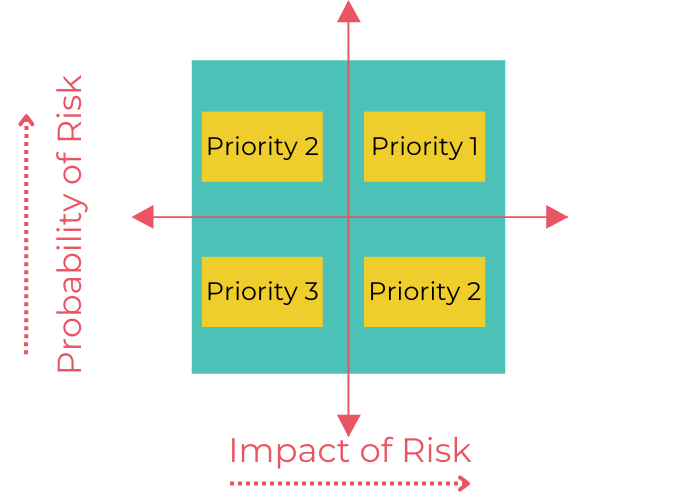
Prior to this decade, compliance efforts frequently concentrated on strictly adhering to predefined procedures rather than conducting exhaustive risk assessments. All of the processes received an equally consistent application of the compliance activities. Now, organizations are moving towards adopting a risk-based approach, where they prioritize compliance initiatives based on the level of danger they pose to patient safety or product quality. Manufacturers carry out risk assessments to identify high-risk areas, allowing them to allocate resources appropriately. Example: A decade ago, the pharmaceutical industry's main focus was meeting regulatory requirements. Pharmaceutical businesses now prioritize compliance based on product relevance, patient effect, and production complexity. Because of this, they are able to properly allocate resources to locations that pose a larger danger. Increased Attention from the Regulatory Authorities of Manufacturing Compliance
In the preceding decade, regulatory authorities conducted regulatory inspections and audits on a more sporadic basis. Enforcement proceedings were carried out much more infrequently. Currently, regulatory authorities have increased the amount of scrutiny they apply to manufacturing activities. Stakeholders actively place a heightened emphasis on ensuring the integrity of data, managing supply chains, and adhering to Good Manufacturing Practices (GMP) and quality standards. In recent years, the United States Food and Drug Administration (FDA) has raised the number of inspections it conducts and the number of enforcement actions it takes. For instance, in 2015, the FDA proposed the Quality Metrics Initiative, a program that collects and analyzes production data to identify potential quality risks. This data-driven compliance approach has led to more targeted inspections and a greater examination of the quality systems implemented by manufacturers.The Rise of Digital Technology and Automation:
In the past, organizations primarily performed most activities manually and heavily relied on paper, with only a small number actively utilizing digital technology. However, currently, there has been a significant shift towards digitization and automation in the manufacturing process. This transformation has resulted in changes to the execution of compliance procedures. Monitoring in real-time, data analysis, and an increased level of control over production processes are all made possible by digital solutions. So if you are a manufacturing company, now you are expected to have quality management software that is GMP-validated, ISO-compliant, and can automate most of the quality management aspects with the highest accuracy. An illustration of this would be how numerous sectors, such as the automobile and electronics industries, have integrated sophisticated robotics and automation technologies into their production procedures. The production process can benefit from these technologies' greater precision, speed, and consistency. Stakeholders use computerized record-keeping, automated quality inspections, and real-time parameter monitoring to comply with regulatory and quality standards.Measures to Improve the Integrity of the Data:
Ten years ago, data integrity concerns were less extensively handled and regulated. Now: Regulators and industry standards emphasize data accuracy, completeness, and reliability during manufacturing. This is to ensure that the end product is safe for consumers to use. To illustrate, both the European Medicines Agency (EMA) and the Food and Drug Administration (FDA) issued guidelines on data integrity. This guidance emphasizes how important it is to keep data integrity throughout the whole product lifetime. Stakeholders expect businesses to adopt controls such as audit trails, data encryption, and user access controls to prevent unauthorized data manipulation or changes. These measures are implemented to ensure the integrity and security of the data. In addition to this, regulatory inspections now incorporate a specific focus on the processes pertaining to data integrity.Pay Attention to the Oversight of the Supply Chain:
Ten years ago, the oversight of the supply chain was vital. However, it was not nearly as rigorously watched or regulated as it is now. Currently, stakeholders have placed a higher focus on supply chain compliance. They oversee risk assessments, supplier certification, and supply chain controls. In response to several situations involving counterfeit or substandard products entering the market, regulatory bodies have taken action. They have implemented stronger criteria for supply chain oversight to address these issues. For instance, in the United States, the Food and Drug Administration (FDA) has introduced the Drug Supply Chain Security Act (DSCSA). This act mandates pharmaceutical producers to actively track and trace their products throughout the supply chain. This measure strengthens supply chain security and ensures the integrity of pharmaceutical products. This is done to ensure that pharmaceuticals are real and have not been tampered with.Manufacturing Compliance - Are You Behind or Ahead of the Game?
So, if you run a company that makes things, you should ask yourself the following questions to find out if you are behind or ahead of the game.- Are we current on legislation and corporate standards that affect how we create things?
- Have we ranked the places with the greatest danger to patient safety and product quality?
- Do we have robust data integrity measures to ensure manufacturing data is accurate, full, and reliable?
- Do we use digitalization, tools, and robotics to make our manufacturing processes more accurate, efficient, and legal?
- Can we ensure the quality and safety of raw materials, parts, and finished products using our supply chain monitoring practices?
- Do we have a quality culture that emphasizes following rules and improving?
- Have we purchased compliance technology and solutions to simplify compliance processes, data management, and documentation?
- Do we conduct internal audits to ensure compliance with laws, industry standards, and company policies?
- Are we actively collaborating with regulatory agencies, industry associations, and our peers to stay up to date on regulatory changes and business best practices?
- Are we willing to listen to our consumers, employees, and regulatory agencies and make changes?




No items found.
Quality assurance vs. quality control (QA vs. QC) - 8 key differences
Quality Assurance vs. Quality Control (QA vs. QC) is a pivotal concept in the realm of quality management. The distinction is evident in their names: one assures quality proactively, while the other controls it reactively.
November 24, 2023

No items found.
Lowering Compliance Risks with The Contract Manufacturing Organization
Businesses frequently work with Contract Manufacturing Organizations (CMOs) in today's global marketplace to expedite their manufacturing processes and cut expenses. Although there are many advantages to this relationship, there are drawbacks as well, particularly when it comes to compliance issues.
October 27, 2023