
Decoding the WHO Pharmaceutical Quality Assurance 10th Edition Guidelines
The World Health Organization (WHO) has released the 10th edition of its Pharmaceutical Quality Assurance guidelines, a comprehensive resource designed to ensure the quality, safety, and efficacy of pharmaceuticals. This 1354 page edition builds on the successes of previous versions, incorporating updated and new guidelines to address emerging challenges in the pharmaceutical industry. In this blog, we are going to highlight some of the most important aspects of this edition but we always recommend going to the source when you have time.
Contents Overview
Before diving in, let's get an overview of what this edition includes. We'll provide a quick summary of everything. It might seem like a lot, but keep in mind, the original edition spans 1,354 pages—so there's only so much we can cover.
1. WHO Good Manufacturing Practices (GMP): Main Principles
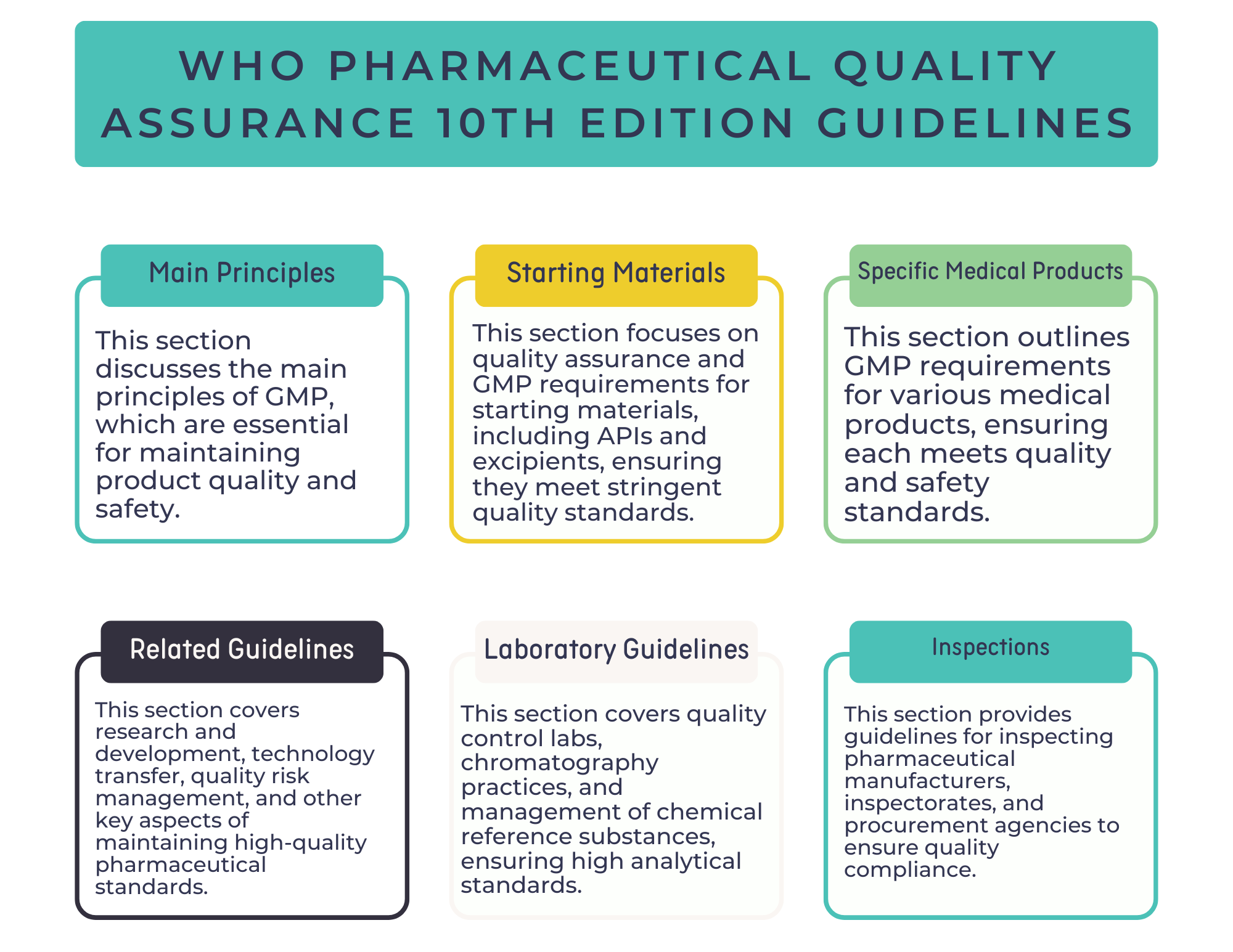
Good Manufacturing Practices (GMP) form the foundation for all pharmaceutical quality assurance, ensuring that products are consistently produced and controlled according to quality standards. This section discusses the main principles of GMP, which are essential for maintaining product quality and safety.
1.1 Main Principles for Pharmaceutical Products
- Core GMP Requirements: These requirements ensure that pharmaceutical products are produced consistently and controlled to meet quality standards, preventing contamination and errors.
- Documentation: Accurate and thorough documentation is crucial for traceability and compliance, ensuring that every step of the production process is recorded and verifiable.
- Personnel Training: Ensuring that staff are adequately trained in GMP requirements is vital for maintaining high standards and preventing quality issues.
1.2 Validation Guidelines
- Process Validation: This ensures that production processes consistently produce products meeting predetermined quality criteria, minimizing risks and enhancing product reliability.
- Cleaning Validation: Verifies that cleaning processes effectively prevent cross-contamination, ensuring product purity and safety.
- Qualification: This follows similar underlying principles to “validation” and normally precedes validation. This process should be logical, systematic and follow a logical flow. Some examples include URS, DQ, IQ, OQ, and PQ.
1.3 Health-Based Exposure Limits (HBELs) in Cleaning Validation
- Exposure Limits: Establishing safe exposure levels with a risk and science based approach is crucial to avoid contamination and ensure product safety, protecting both consumers and workers. The new HBELs approach should include (at least one, more the merrier) cleanability studies, technical and organizational controls, HBELs setting, appropriate analytical procedures, and control strategy.
1.4 Water for Pharmaceutical Quality Assurance
- Quality Standards: Defines the quality requirements for water used in production processes, which is essential for maintaining product integrity and safety.
- Types of Water: Different grades of water (e.g., purified water, water for injection) are specified to meet various production needs and quality requirements.
1.5 Production of Water for Injection (WFI) by Non-Distillation Methods
- Alternative Methods: Allowing modern, non-distillation methods for producing WFI promotes flexibility and innovation in production processes while maintaining high quality.
1.6 Heating, Ventilation, and Air-Conditioning (HVAC) Systems
Guidelines to ensure appropriate environmental conditions to prevent contamination, which is crucial for product quality and safety.
2. GMP for Starting Materials
Starting materials, including Active Pharmaceutical Ingredients (APIs) and excipients, are the raw materials used in pharmaceutical production. This section focuses on the pharmaceutical quality assurance and GMP requirements for starting materials, ensuring that they meet stringent quality standards.
2.1 Active Pharmaceutical Ingredients (APIs)
- Quality Assurance: Ensures that APIs meet strict quality standards, which is critical for the safety and efficacy of the final pharmaceutical product.
- Supplier Qualification: Emphasizes the importance of qualifying suppliers to ensure the quality of raw materials, preventing issues that could affect the final product.
2.2 Pharmaceutical Excipients
- GMP for Excipients: Provides guidelines specific to the quality and safety of excipients, which are non-active components of pharmaceutical products but essential for product performance.
3. GMP for Specific Medical Products
This section addresses the unique GMP requirements for different types of medical products, ensuring that each category meets the necessary quality and safety standards.
3.1 Sterile Pharmaceutical Products
- Sterility Assurance: Guidelines to ensure that products are sterile and safe for patient use, preventing infections and other complications.
3.2 Biological Products
- Unique Requirements: Addresses the specific challenges and requirements for biological products, which often involve more complex production processes.
3.3 Blood Establishments
- Safety Standards: Ensures the safety and quality of blood and blood products, which is critical for patient safety in medical treatments.
3.4 Medicinal Gases
- Production Standards: Establishes guidelines for the safe production of medicinal gases, ensuring they are free from contaminants and safe for medical use.
3.5 Radiopharmaceutical Products
- Safety and Quality: Joint guidelines with the IAEA to ensure that radiopharmaceuticals meet safety standards, protecting patients from harmful radiation exposure.
3.6 Herbal Medicines
- Quality Control: Guidelines to ensure the quality and safety of herbal products, which can vary widely in their composition and effects.
3.7 Hazardous Substances
- Handling Guidelines: Ensures safe handling and production of pharmaceuticals containing hazardous substances, protecting both workers and patients.
3.8 Investigational Products
- Clinical Trials: Revised guidelines to ensure the quality of products used in clinical trials, which is essential for the integrity of clinical research and patient safety.
3.9 Investigational radiopharmaceutical products
- Clinical Trials: The guidelines provide recommendations on the minimum standards that should be in place when preparing novel radiopharmaceuticals for phases I-III clinical investigations that do not have a marketing authorization.
4. Related Guidelines
This section includes guidelines related to research and development, technology transfer, quality risk management, and other aspects crucial for pharmaceutical quality assurance.
4.1 Research and Development Facilities
- R&D Standards: Ensures that facilities involved in research and development adhere to GMP standards, fostering innovation while maintaining quality.
4.2 Site Master File
- Comprehensive Documentation: Guidelines for preparing a site master file to document manufacturing practices, ensuring transparency and compliance.
4.3 Contract Research Organization Master File
- Outsourced Activities: Ensures quality management of outsourced research activities, maintaining high standards even when research is conducted externally.
4.4 Technology Transfer
- Transfer Processes: Ensures effective and compliant transfer of technology between development and production, facilitating smooth and successful scale-up.
4.5 Quality Risk Management
- Risk Principles: Establishes principles for identifying and managing risks to product quality, enhancing overall product safety and effectiveness.
4.6 Environmental Aspects for AMR Prevention
- Antimicrobial Resistance: Guidelines to prevent environmental contamination contributing to antimicrobial resistance, protecting public health.
4.7 Data Integrity
- Data Standards: Ensures the accuracy, completeness, and reliability of data, which is crucial for regulatory compliance and product safety.
4.8 Hold-Time Studies
- Stability of Intermediates: Guidelines on determining hold times to ensure stability and quality, preventing degradation of intermediates.
4.9 Stability Testing
- Shelf Life Determination: Ensures stability testing for determining product shelf life, which is essential for maintaining product efficacy over time.
4.10 Sampling of Pharmaceutical Products
- Sampling Methods: Guidelines for representative and compliant sampling techniques, ensuring the reliability of quality control tests.
4.11 Packaging
- Packaging Standards: Ensures that packaging protects the product and maintains its quality, preventing contamination and damage.
4.12 WHO Certification Scheme
- Quality Certification: Guidelines for the certification scheme to assure product quality, facilitating international trade and regulatory compliance.
4.13 Storage and Distribution
- Good Practices: Ensures proper storage and distribution to maintain product integrity, preventing degradation and contamination.
4.14 Trade and Distribution Practices
- Supply Chain Standards: Ensures quality control across the supply chain, protecting product quality from production to delivery.
4.15 Storage and Transport of Time- and Temperature-Sensitive Products: Model Guidance
- Special Handling: Guidelines for maintaining the quality of sensitive products during storage and transport, preventing spoilage and loss of efficacy.
4.16 Storage and Transport of Time- and Temperature-Sensitive Products: Technical supplements
- Amplify recommendations: The objective of this series of technical supplements is to amplify the recommendations provided in the model guidance.
4.17 Good Herbal Processing Practices
- Herbal Processing: Ensures the quality of herbal medicines through good processing practices, maintaining the integrity and safety of these products.
5. Laboratory Guidelines
This section covers guidelines for quality control and microbiology laboratories, chromatography practices, and the management of chemical reference substances, ensuring high standards in analytical testing.
5.1 Quality Control Laboratories
- Laboratory Practices: Good practices for maintaining quality control in laboratories, ensuring reliable and accurate test results.
5.2 Microbiology Laboratories
- Microbiological Quality: Ensures good practices for microbiological testing and quality control, preventing contamination and ensuring product safety.
5.3 Chromatography Practices
- Analytical Standards: Guidelines for good chromatography practices in pharmaceutical analysis, ensuring accurate and reliable test results.
5.4 Laboratory Information File
- Documentation: Ensures comprehensive documentation for laboratory practices, maintaining transparency and compliance.
5.5 Chemical Reference Substances
- Reference Standards: Guidelines for managing and using chemical reference substances, ensuring the accuracy and reliability of analytical methods.
6. Inspections
This section provides guidelines for inspections of pharmaceutical manufacturers, inspectorates, and procurement agencies, ensuring compliance with quality standards.
6.1 Quality Management System for Inspectorates
- Inspectorate Standards: Establishes quality management requirements for national inspectorates, ensuring consistent and reliable inspection processes.
6.2 Inspection of Manufacturers
- Inspection Procedures: Guidelines for inspecting pharmaceutical manufacturing facilities, ensuring they meet GMP requirements.
6.3 Inspection Report Guidance
- Reporting Standards: Ensures detailed and accurate inspection reports, providing clear and actionable insights.
6.4 Pre-Approval Inspections
- Approval Process: Guidelines on conducting pre-approval inspections for new products, ensuring they meet regulatory requirements before market release.
6.5 Desk Assessment of Compliance
- Compliance Checks: Good practices for desk assessments of GMP, GLP, and GCP compliance, ensuring ongoing adherence to quality standards.
6.6 Procurement Agency Inspections
- Procurement Standards: Guidelines for inspecting procurement agencies, ensuring they source quality products and services.
Our Recommendations and Insights
Risk Management Integration
Integrate risk management into every aspect of the production process to proactively identify and mitigate potential risks to product quality.
Environmental and Contamination Control
Maintain stringent environmental control measures, particularly for HVAC systems and water quality, to prevent contamination and ensure a safe production environment.
Comprehensive Documentation Practices
Maintain detailed and accurate documentation for all processes and activities, including validation, quality control, and inspections, to ensure transparency and compliance.
Adoption of Advanced Technologies
Stay updated with technological advancements and incorporate innovative methods, such as non-distillation WFI production, to enhance efficiency and quality in manufacturing processes.
Collaboration and Compliance
Foster collaboration between manufacturers, regulatory authorities, and other stakeholders to ensure adherence to international standards and continuous improvement in quality management practices.
By adhering to these detailed pharmaceutical quality assurance guidelines and expert recommendations, pharmaceutical companies can ensure high-quality production, maintain regulatory compliance, and consistently deliver safe and effective products to the market.
How Isolocity can help with your pharmaceutical quality assurance
Isolocity’s pharmaceutical QMS can help you stay compliant with WHO Pharmaceutical Quality Assurance 10th Edition Guidelines.
Risk management
Process Failure Mode Effects Analysis (PFMEA) is a critical process used to identify and evaluate potential failure modes within the manufacturing process. Isolocity's pharmaceutical QMS includes a built-in PFMEA template that is user-friendly, allowing users to easily fill out necessary details. The system automatically calculates the severity, detection, and Risk Priority Number (RPN) levels based on the inputs provided. Additionally, you can designate core team members as owners or subscribers to any PFMEA report, enabling them to follow through with analysis or actions directly within the risk planning module.
Isolocity's pharmaceutical QMS is also HACCP compliant, allowing users to create HACCP reports within the system. While HACCP is traditionally used in the food safety industry, it can be a powerful tool for pharmaceutical companies as well, enhancing their ability to ensure product safety and compliance.
Document Management
Isolocity’s pharmaceutical QMS features one of the most robust document management systems available. It integrates seamlessly with Microsoft SharePoint and OneDrive, eliminating the need for repetitive downloading and uploading. You can edit documents directly within the browser, saving time and minimizing errors. Our document management system includes all the essential features you need. Visit our document management page for more information.
Compliance to GMP, GLP and ISO
Isolocity's pharmaceutical QMS is designed to meet the stringent requirements of Good Manufacturing Practice (GMP), Good Laboratory Practice (GLP), and ISO standards.
- GMP Compliance: Isolocity’s pharmaceutical QMS is 3rd party GMP-validated. Our QMS ensures that all aspects of production, from raw material handling to final product manufacturing, adhere to GMP guidelines. This includes rigorous documentation, process controls, and quality assurance measures to ensure product safety, consistency, and efficacy.
- GLP Compliance: For laboratory practices, our QMS adheres to GLP standards, ensuring that non-clinical laboratory studies are conducted with the highest level of integrity and accuracy. This involves meticulous documentation, proper study protocols, and reliable data management, ensuring that study results are credible and reproducible.
- ISO Compliance: Our QMS is also compliant with ISO standards, particularly ISO 9001 for quality management systems and ISO 13485 for medical devices. This demonstrates our commitment to maintaining an effective quality management system that consistently provides products and services meeting customer and regulatory requirements.
Let’s Talk
If you are a pharmaceutical company, we can assist you with your quality management system. Our portfolio includes many pharmaceutical industry leaders. Additionally, we have in-house pharmaceutical experts to support your needs. To learn more, you can book a free session with one of our product specialists.




ISO 13485 Complaint Section: Everything You Need to Know

