Implementing Industry 4.0: The Role of Automated Quality Management
In today's rapidly evolving industrial landscape, the emergence of Industry 4.0 has revolutionized manufacturing processes, paving the way for a new era of intelligent and interconnected production systems. At the heart of this transformation lies the integration of advanced technologies, data-driven decision-making, and automation to create what is known as smart manufacturing. As companies strive to stay competitive and meet ever-increasing customer demands, the focus on quality management has become paramount. To ensure superior product quality and streamline operations, manufacturers are now turning to automated quality management (AQM) systems, a key enabler in their journey towards Industry 4.0.
In this article, we explore the crucial role of automated quality management within the context of smart manufacturing.
I. Introduction
A. Definition and Overview of Industry 4.0
The term "Industry 4.0" refers to the fourth industrial revolution, characterized by the integration of digital technologies into manufacturing processes to create smart and interconnected factories. Consequently, it encompasses a wide range of advanced technologies and concepts that are reshaping the manufacturing landscape.
Within this context, Industry 4.0 leverages automation, data exchange, and real-time analytics to enable smarter and more efficient production systems.
B. Importance of Automated Quality Management in Smart Manufacturing
Furthermore, automated quality management plays a crucial role in successfully implementing Industry 4.0 principles in manufacturing. As a result, as production processes become increasingly complex and interconnected, the challenge of maintaining high-quality standards throughout the entire manufacturing lifecycle intensifies. Consequently, AQM systems actively enable manufacturers to monitor and control quality parameters in real-time, guaranteeing that products meet stringent quality requirements. Additionally, by leveraging advanced technologies such as IoT, data analytics, and artificial intelligence, AQM not only enhances quality control practices but also drives continuous improvement. Therefore, this ultimately contributes to the success of smart manufacturing initiatives.
II. The Key Elements of Industry 4.0
A. IoT and Connectivity
One of the key elements of Industry 4.0 is the Internet of Things (IoT) and connectivity. In this context, by actively enabling the interconnection of various devices, sensors, and systems within the manufacturing environment, IoT plays a vital role in facilitating seamless data exchange. Consequently, this connectivity further enables real-time monitoring of production processes and quality parameters. Additionally, IoT devices actively collect and transmit data, offering valuable insights into the performance, condition, and quality of machines and products. Consequently, by integrating automated quality management with IoT, manufacturers can achieve enhanced visibility, control, and optimization of quality-related processes.
B. Cyber-Physical Systems
Cyber-physical systems (CPS) are an essential component of Industry 4.0. Consequently, CPS combines physical machinery and equipment with digital technologies, allowing the physical and virtual worlds to interact seamlessly.
In the context of automated quality management, CPS enables the integration of quality control systems with the production infrastructure. As a result, real-time data from sensors, machines, and production lines are collected, analyzed, and used to make informed decisions and take immediate action to ensure product quality. This integration allows manufacturers to achieve tighter integration between quality management processes and the physical manufacturing environment.
C. Cloud Computing and Big Data Analytics
Industry 4.0 leverages cloud computing and big data analytics to handle the massive amounts of data generated within smart manufacturing environments. In this context, cloud computing provides scalable storage and computing capabilities, enabling manufacturers to store and process large volumes of quality-related data. Consequently, big data analytics techniques are then applied to extract meaningful insights from this data, uncovering patterns, trends, and correlations related to product quality. As a result, by analyzing historical and real-time quality data, manufacturers can identify potential quality issues, optimize processes, and implement preventive measures to ensure consistent product quality.
D. Artificial Intelligence and Machine Learning
Artificial intelligence (AI) and machine learning (ML) technologies play a transformative role in Industry 4.0, including automated quality management. Consequently, AI and ML algorithms can analyze vast amounts of quality data, identify patterns, and make predictions regarding product quality and process performance. Consequently, these technologies enable manufacturers to move beyond reactive quality control towards predictive and prescriptive quality management. Furthermore, by continuously learning from quality data, AI-powered systems can provide valuable insights, optimize quality control processes, and even autonomously make decisions and adjustments to ensure optimal product quality.
Related blog: Importance of AI QMS in quality management
III. The Significance of Automated Quality Management in Smart Manufacturing
A. Real-time Monitoring and Control
Automated quality management systems enable real-time monitoring and control of quality parameters throughout the manufacturing process. Consequently, traditional quality control methods often rely on periodic sampling and testing, which may result in delayed detection of quality issues. However, with automated systems, sensors, and data collection devices continuously monitor critical quality variables, providing immediate feedback on process performance and product quality. As a result, real-time monitoring allows for proactive interventions and prompt corrective actions, minimizing the risk of producing defective products or non-compliance with quality standards. Therefore, by ensuring quality control in real-time, manufacturers can reduce waste, minimize rework, and improve overall production efficiency.
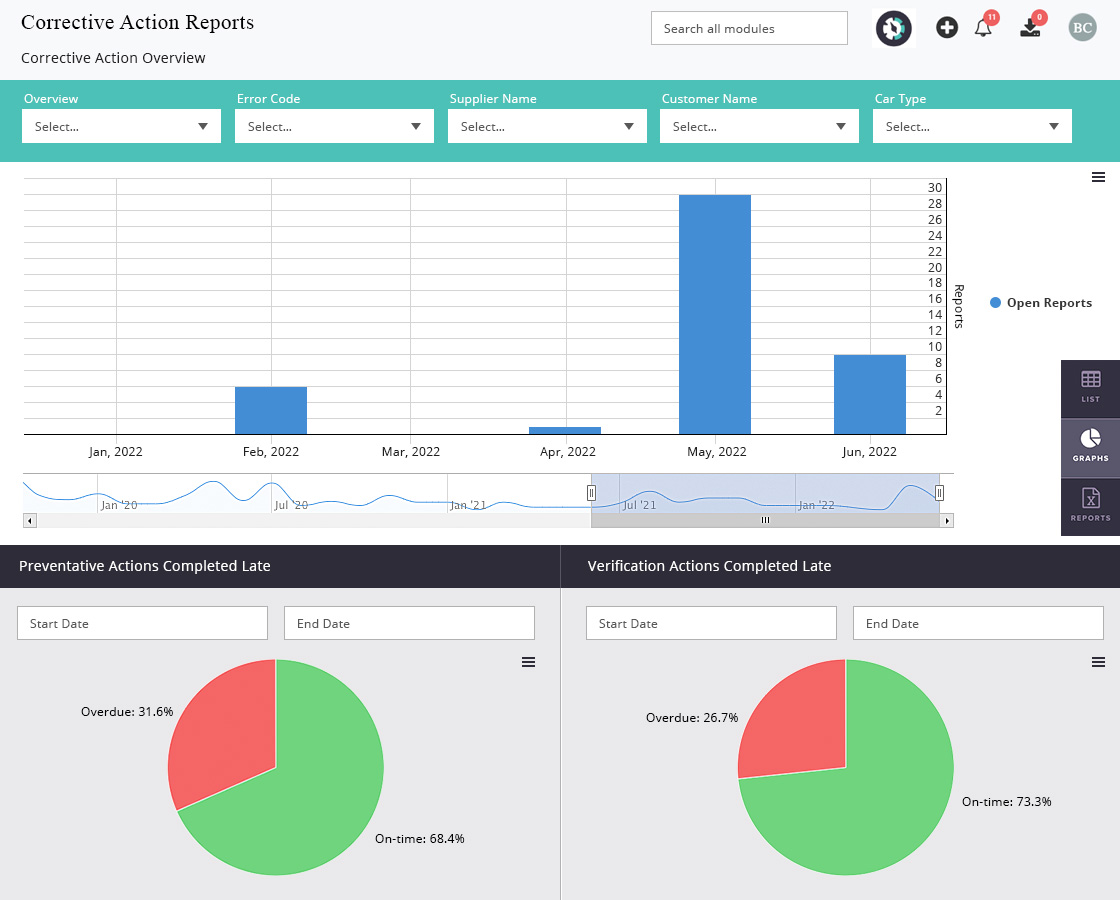
B. CAPA for Quality Improvement
Corrective and Preventive Action (CAPA) is a fundamental component of quality improvement strategies in manufacturing industries. CAPA is a systematic approach used to identify, investigate, and address the root causes of non-conformities or deviations from established quality standards. It aims to correct existing issues and prevent their recurrence, ensuring continuous improvement in product quality, process efficiency, and customer satisfaction. By implementing an effective CAPA system, organizations can proactively identify areas for improvement, mitigate risks, and foster a culture of continuous learning and innovation. CAPA serves as a powerful tool in driving quality improvement initiatives, enabling companies to stay ahead in today's competitive business landscape.
C. Data-driven Decision-making and Continuous Improvement
Automated quality management systems generate vast amounts of data that can be leveraged for data-driven decision-making and continuous improvement. Through the application of advanced analytics techniques, such as statistical analysis and machine learning algorithms, manufacturers can gain valuable insights into the relationships between process parameters and product quality. By analyzing quality data, manufacturers can identify trends, root causes of defects, and areas for process optimization. These insights enable data-driven decision-making, allowing manufacturers to implement targeted improvements, optimize production processes, and enhance overall quality performance. The continuous improvement becomes a systematic and data-guided process, leading to enhanced product quality, customer satisfaction, and competitiveness.
D. Cost Reduction and Operational Efficiency
Automated quality management systems contribute to cost reduction and operational efficiency in smart manufacturing. Consequently, by minimizing quality defects and ensuring compliance with quality standards, manufacturers can reduce scrap, rework, and warranty costs associated with poor-quality products. Moreover, real-time monitoring and predictive analytics help optimize production processes, preventing quality issues and reducing the need for costly corrective actions. Additionally, automated systems also enable faster detection and resolution of quality deviations, thereby minimizing production downtime and maximizing equipment utilization. Consequently, improved quality control and operational efficiency result in lower production costs, improved resource utilization, and increased overall profitability.
IV. Implementing Automated Quality Management Systems in Smart Manufacturing
A. Connectivity and Network Infrastructure
To support automated quality management systems, a robust and reliable network infrastructure is essential. Consequently, high-speed connectivity allows for real-time data transmission and seamless integration of quality data with other manufacturing systems. This connectivity, in turn, enables continuous monitoring, data analysis, and decision-making in real-time. As a result, manufacturers need to invest in a secure and scalable network infrastructure that can handle the increasing volume of data generated by AQM systems.
B. Choosing the Right Software and Tools
Selecting the appropriate software and tools is crucial for the successful implementation of automated quality management systems. Consequently, manufacturers should consider software solutions that offer features such as real-time data visualization, data analytics, and predictive modeling capabilities. Additionally, the software should be compatible with existing manufacturing systems and able to integrate seamlessly with data from various sources. Furthermore, the software should provide an open API so that it can be integrated with any system as required.
C. Training and Upskilling the Workforce
Implementing automated quality management systems requires a skilled and knowledgeable workforce. Manufacturers need to invest in training and upskilling their employees to effectively operate and manage these advanced systems. Training programs should focus on understanding the principles of AQM, data analysis, and system operation. Employees should be familiar with the use of software tools, interpreting quality data, and implementing corrective actions based on real-time insights. Upskilling the workforce ensures that they can leverage the capabilities of AQM systems to drive continuous improvement, enhance product quality, and maximize operational efficiency.
V. Challenges and Considerations in Implementing Automated Quality Management
A. Ensuring Data Security and Privacy
Implementing automated quality management systems raises concerns about data security and privacy. Consequently, with the collection and analysis of vast amounts of quality data, it becomes crucial to ensure that data is protected from unauthorized access, breaches, or misuse. Moreover, manufacturers must establish robust data security measures, including encryption, access controls, and secure data storage. Additionally, compliance with relevant data protection regulations, such as the General Data Protection Regulation (GDPR), is essential to safeguarding customer and sensitive manufacturing data.
B. Integration with Existing Systems and Infrastructure
Integrating automated quality management systems with existing manufacturing systems and infrastructure can pose challenges. Consequently, compatibility issues, data interoperability, and connectivity between different systems need to be addressed. As a result, manufacturers should evaluate their current systems and infrastructure to identify any gaps or limitations that may hinder the successful implementation of automated quality management. Therefore, seamless integration ensures the smooth flow of data, real-time insights, and effective coordination among different components of the manufacturing process.
C. Overcoming Resistance to Change
Implementing automated quality management systems often requires changes in processes, roles, and responsibilities, which can be met with resistance from employees. Therefore, some may be hesitant to adopt new technologies or fear that automation will replace their jobs. To overcome resistance, manufacturers need to foster a culture of openness, communication, and collaboration. Providing training and clear explanations of the benefits of AQM can help employees understand the positive impact it can have on their work and the overall organization.
VI. Case Studies and Success Stories
A. Real-world Examples of Companies Implementing Automated Quality Management in Smart Manufacturing
Examining real-world examples of companies that have successfully implemented automated quality management systems in smart manufacturing can provide valuable insights. Case studies can showcase different industries, such as automotive, electronics, or pharmaceuticals, and how they have leveraged automation to improve quality control. These examples can demonstrate the diverse applications of AQM and inspire other manufacturers to adopt similar approaches.
B. Demonstrating the Benefits and Outcomes Achieved
Case studies should highlight the benefits and outcomes achieved through the implementation of automated quality management systems. This can include improvements in product quality, reduced defect rates, increased operational efficiency, cost savings, and enhanced customer satisfaction. Quantifiable metrics and success indicators should be presented to showcase the tangible results obtained by implementing such a system.
C. Lessons Learned and Best Practices
Sharing lessons learned and best practices from successful implementations can guide other manufacturers in their journey toward automated quality management. Case studies should highlight the challenges faced, solutions implemented, and lessons learned throughout the process. This helps manufacturers understand the potential pitfalls, effective strategies, and key considerations for a successful implementation. By sharing best practices, the industry as a whole can benefit from the collective experiences of companies that have embraced AQM in smart manufacturing.
VII. Future Trends and Outlook
A. Emerging Technologies in Automated Quality Management
The field of automated quality management is constantly evolving, driven by advancements in technology. Emerging technologies such as blockchain, augmented reality (AR), and edge computing are expected to play a significant role in the future of quality management. Blockchain technology can enhance transparency and traceability in supply chains, ensuring the integrity of quality data. AR can provide real-time guidance and visualizations for quality inspections and maintenance activities. Edge computing enables faster data processing and analysis, facilitating real-time decision-making for quality control.
B. Integration of Automated Quality Management with Other Industry 4.0 Technologies
As Industry 4.0 progresses, the integration of automated quality management with other technologies will become increasingly important. Therefore, AQM systems will be seamlessly integrated with other Industry 4.0 technologies such as robotics, additive manufacturing (3D printing), and digital twin simulations.
This integration will enable real-time quality control and feedback loops, where data from quality inspections and process monitoring can be fed back into the manufacturing process to make immediate adjustments and improvements. The synergy between these technologies will drive continuous improvement and ensure consistently high-quality products.
C. Anticipated Advancements and Opportunities
The future of automated quality management holds promising advancements and opportunities. Furthermore, advancements in artificial intelligence (AI) and machine learning will enable more sophisticated quality prediction models and anomaly detection algorithms. Therefore, predictive analytics will become more precise and accurate, providing manufacturers with actionable insights for quality improvement. Additionally, the use of robotics and autonomous systems for quality inspections and testing will become more prevalent, reducing human error and enhancing efficiency. Furthermore, the increasing adoption of cloud-based platforms and the Internet of Things (IoT) will enable seamless data sharing, collaboration, and benchmarking across manufacturing ecosystems.
VIII. Conclusion
A. Recap of the Role of Automated Quality Management in Smart Manufacturing
Automated quality management plays a vital role in smart manufacturing, enabling manufacturers to ensure consistent product quality, optimize processes, and meet customer expectations. By leveraging real-time monitoring, predictive analytics, and data-driven decision-making, these systems provide manufacturers with valuable insights into their production processes, enabling them to detect quality deviations early and take immediate corrective actions. The integration of AQM with other Industry 4.0 technologies creates a synergistic effect, facilitating continuous improvement and driving overall manufacturing excellence.
B. Benefits for Manufacturers and the Industry as a Whole
The implementation of automated quality management systems brings numerous benefits to manufacturers and the industry as a whole. Manufacturers can achieve higher levels of product quality, reducing defects and rework while enhancing customer satisfaction. Hence, the ability to make data-driven decisions and optimize production processes based on quality data leads to improved operational efficiency and cost savings. Additionally, these systems contribute to regulatory compliance, traceability, and supply chain transparency. These benefits collectively result in a competitive advantage for manufacturers, enabling them to thrive in the digital age of smart manufacturing.
C. Importance of Embracing Automation for Quality Control in the Industry 4.0 Era
Lastly, as the manufacturing industry continues to embrace Industry 4.0 principles, the importance of embracing automation for quality control becomes paramount. In an increasingly interconnected and data-driven manufacturing landscape, manual and traditional quality control methods become insufficient to meet the demands of speed, accuracy, and traceability. Automated quality management systems provide the necessary capabilities to leverage real-time data, advanced analytics, and predictive models to achieve superior quality control. Therefore, Embracing automation for quality control ensures that manufacturers can remain competitive, deliver high-quality products, and adapt to the evolving needs of the Industry 4.0 era.
D. Some Frequently Asked Questions About Automated Quality Management
Q1: What sets automated quality management apart from traditional quality control methods?
While automated quality management focuses on real-time data collection, analysis, and automated decision-making, conventional approaches usually call for manual inspections and sampling. As a result, automated systems are quicker to respond and can identify issues before they become serious.
Q2: In the context of Industry 4.0, how might automated quality management systems (AQMS) aid SMEs in their struggle for market share?
Automated quality management can level the playing field for small and medium-sized businesses by providing them with cost-effective access to advanced quality control technologies, boosting productivity, reducing errors, and enabling them to meet high-quality standards demanded by customers and regulators.
Q3: Are there any industry-specific problems when implementing automated quality management? If so, how can they be fixed?
Industry-specific problems could include regulatory compliance, unique quality standards, or the need for specialist equipment. It needs specialist AQM solutions, expert counsel, and up-to-date understanding of industry-specific best practices to successfully overcome these challenges.
Q4: Which industries or styles of production are most likely to benefit from automated quality management systems?
The industries that benefit from AQM systems the most are typically those that use lean manufacturing techniques and have complex manufacturing processes, high production volumes, and strict quality requirements (such as the manufacturing, bio-medical, cannabis, and pharmaceutical industries).
Q5: Can automated quality management systems be integrated with present manufacturing software and hardware or do they require a complete redesign of the current infrastructure?
Most AQM solutions are designed to integrate with existing infrastructure. The specific needs and technologies on hand define the degree of integration. Fully integrated systems are an option, as well as independent software.
Q6: What are some common myths or misunderstandings about automated quality management, and how can they be refuted?
AQM is occasionally erroneously believed to be excessively expensive or to cause job losses. Instead of replacing occupations, AQM really commonly produces a positive return on investment and improves human capabilities.
Q7: What role does data analytics play in predictive quality control, and how can it be used effectively?
Data analytics is the cornerstone of predictive quality control. It uses both historical and recent data to look for trends and anticipate quality issues. A strong infrastructure for data collection, storage, and analysis is required to use data analytics effectively.
Q8: Should manufacturers look for any specific certifications or standards when selecting automated quality management software or solutions?
ISO 9001:2015 is a well-regarded quality management standard. Furthermore, industry-specific standards may be applicable, such as AS9100 for aerospace or ISO 13485 for medical equipment. Manufacturers must ensure that the AQM system they utilize complies with all relevant requirements.
Q9: What dangers can be increased by employing automated quality management excessively, and how might such risks be minimized?
Overreliance on automation may lead to complacency and a disrespect for human ability. Continuous training, human oversight, and a proactive culture of problem-solving are required to reduce these dangers.
Q10: How can manufacturers ensure that their automated quality management systems can grow and adapt as their companies do?
By selecting adaptable AQM options, guaranteeing system compatibility, and constantly reviewing and upgrading their AQM infrastructure to accommodate growth and evolution, manufacturers may ensure scalability.



How to Handle Change Management to eQMS Without Disrupting Compliance
How Do You Really Evaluate eQMS ROI?